
D51 Vertical
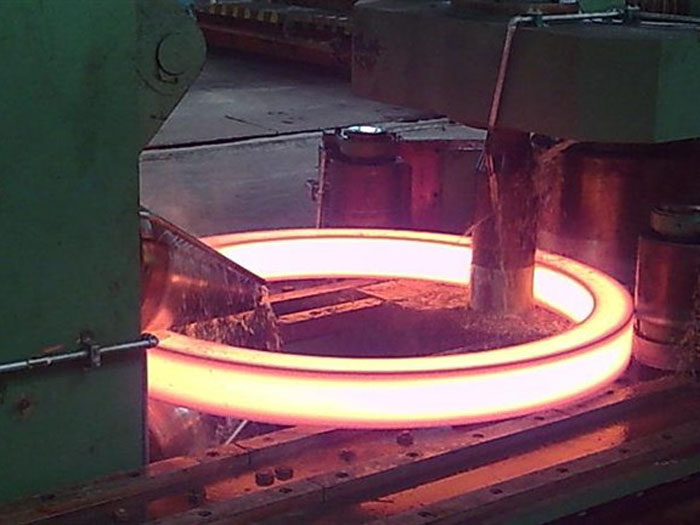
D51 Vertical Ring Rolling Machine
Compact structure and easy operation for bearing outer rings, gear blanks, pipeline flanges, welding neck flanges and medium-size ring forgings.
- Maximum outside diameter: approx. 160-1200 mm
- Ring width: approx. 35-350 mm
- Productivity: approx. 40-700 pcs/hour

